Stale narzędziowe to nieśpieni bohaterowie, pośrednio dotykający niemal każdego aspektu współczesnego życia. Wiele przedmiotów codziennego użytku, z którymi się stykamy, jest wykrawanych, tłoczonych, formowanych, ciągnionych lub formowanych przy użyciu stali narzędziowych, które muszą być mocniejsze, twardsze i wytrzymalsze niż przedmioty, które pomagają tworzyć.
Na przestrzeni lat metalurdzy podrasowali receptury stali stopowych, aby sprostać konkretnym potrzebom lub warunkom pracy. W rezultacie, istnieją dziesiątki rodzajów stali narzędziowych.

Szczegółowe właściwości stali narzędziowych S7, D2 i A2, które są obecnie jednymi z najbardziej popularnych w zastosowaniach przemysłowych i produkcyjnych, zostały szczegółowo omówione poniżej. Jednakże, kodeks stali narzędziowych AISI/SAE kategoryzuje stale narzędziowe w oparciu o podstawowe zastosowania i charakterystyki materiałowe.
Dodatkowe informacje o materiałach, obróbce i zastosowaniach dla szerokiej gamy typów stali narzędziowych są dostępne tutaj.
Właściwości stali narzędziowej S7
Stali narzędziowa S7 jest uniwersalnym materiałem odpowiednim do pracy zarówno na zimno jak i na gorąco. Posiada stosunkowo niskie stężenie węgla w porównaniu do stali D2 i A2 (0,45 – 0,55%) i znacznie mniej chromu (3,00 – 3,50%). Charakteryzuje się doskonałą odpornością na uderzenia i wstrząsy oraz przyzwoitą odpornością na zmiękczanie w wysokich temperaturach. S7 jest stosunkowo mniej odporny na zużycie, ale jest bardzo wytrzymały. Dobrze opiera się odkształceniom podczas obróbki cieplnej.

Jest to najbardziej miękka ze stali porównywanych w tym artykule, osiągająca typowy zakres twardości roboczej pomiędzy 48 – 58 HRC. Jej twardość „sweet spot” to 54 – 56 HRC, a granica plastyczności wynosi 235 ksi w temp. 500 stopni Fahrenheita. Na tych poziomach osiąga dobrą równowagę pomiędzy wytrzymałością i ciągliwością.
Właściwości stali narzędziowej S7 sprawiają, że jest to preferowany typ stali do nitowania, nacinania, wykrawania, formowania na zimno i matryc do gięcia, nitownic, młotów do betonu, kołków, płyt wiertniczych i piast.
Właściwości stali narzędziowej D2
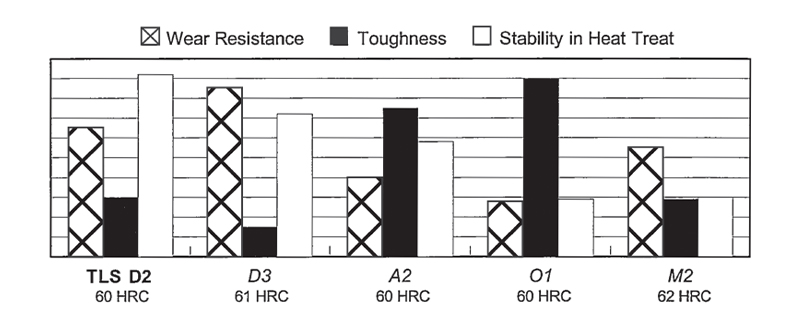
Ten utwardzany powietrzem, pracujący na zimno materiał charakteryzuje się bardzo wysokim stężeniem węgla i chromu (odpowiednio 1,40 – 1,60% i 11,00 – 13,00%). Jest wysoce odporna na zużycie, a wysokie stężenie chromu nadaje jej łagodną odporność na korozję.
D2 jest mniej wytrzymała niż stale narzędziowe S7 i A2, ale charakteryzuje się przyzwoitą stabilnością podczas obróbki cieplnej. Jest trudna do obróbki mechanicznej i szlifowania oraz oferuje średnią lub wysoką odporność na zmiękczanie podczas pracy w wysokich temperaturach. D2 może osiągnąć przybliżony zakres twardości po odpuszczeniu pomiędzy 54 – 61 HRC i charakteryzuje się przybliżoną granicą plastyczności przy ściskaniu od około 275 ksi do około 319 ksi wraz ze wzrostem twardości.
Stali narzędziowej D2 często używa się do produkcji wykrojników, matryc do formowania na zimno, tłoczników, noży do cięcia, stempli, noży do przycinania i noży do walcowania gwintów w zastosowaniach, w których wyjątkowa wytrzymałość nie jest konieczna.
Właściwości stali narzędziowej A2
A2 jest również stalą narzędziową utwardzaną powietrzem, ale zawiera mniej niż połowę chromu (4,75 – 5,50%) i nieco mniej węgla (0,95 – 1,05%) niż D2. Jest wysoce odporna na zużycie i umiarkowanie wytrzymała. Podobnie jak D2, jest niewiarygodnie odporna na odkształcenia podczas obróbki cieplnej i jest umiarkowanie podatna na obróbkę mechaniczną i szlifowanie.
Popularne zakresy twardości dla A2 mieszczą się w przedziale 57 – 62 HRC, a granica plastyczności wynosi 185 ksi – 230 ksi.
Ta formuła jest powszechnie spotykana w wytłaczarkach, obcinarkach, wałkach do gwintów i dużych wykrojnikach; długich stemplach, rolkach, piastach głównych, trzpieniach, ostrzach nożyc, nożycach do cięcia wzdłużnego i narzędziach precyzyjnych.
Stale narzędziowe S7, D2 i A2 są zwykle zawsze hartowane w piecach próżniowych, aby zachować czyste, gładkie profile powierzchni.
Rola obróbki cieplnej
Właściwa obróbka cieplna jest kluczowa dla wydajności stali narzędziowej. Bez niej, krytyczne narzędzia przemysłowe, takie jak stemple, formy, wykroje czy nożyce nie mogłyby z powodzeniem wykonywać swojej powtarzalnej pracy.
Podejmujemy podejście diagnostyczne, gdy ktoś przychodzi do nas z problemem dotyczącym stali narzędziowej. Nasi metalurdzy, dobrze zaznajomieni z właściwościami stali S7, D2, A2 i innych stali narzędziowych, zadają wiele pytań, w tym:
- Co dana część ma robić?
- Jaki jest jej skład materiałowy?
- Jakie materiały, z którymi współpracuje?
- Jak często jest używana?
- Jeśli część zawiodła, jak to się stało?
- Jakie konkretne punkty danych mogą Państwo udostępnić w odniesieniu do jej regularnego użytkowania lub podczas awarii?
Możemy pomóc zdiagnozować problem w oparciu o to, czego się dowiemy. Być może potrzebna będzie niewielka zmiana projektu. Być może trzeba będzie użyć innej stali narzędziowej z tolerancjami, które lepiej pasują do danego zastosowania. Być może trzeba będzie rozważyć alternatywne procesy produkcyjne. Niezależnie od tego, co się stanie, my Cię poprowadzimy.
To dlatego, że naszą misją jest dostarczanie najwyższej jakości części przy jednoczesnym dodaniu wartości do Twojej działalności. Nasz wstępny przewodnik po obróbce cieplnej pomoże Ci dowiedzieć się więcej o tym, jak realizujemy tę misję. Jeśli masz więcej pytań na temat tego, jak rozwiązać problem stali narzędziowej w swoim zakładzie, skontaktuj się z nami już teraz.